




Координатную пробивку еще называют листовой штамповкой. Это обработка металла на специальных координатно-пробивных станках. Работают они с листами до 6 мм толщиной. С их помощью получаются детали любой сложности. Зачастую такая технология применяется при создании корпусных или листовых деталей, а также крепежных пластин и других элементов.
Особенности станков и их характеристики
Зачастую для координатно-пробивных работ используются станки с ЧПУ. Они обеспечивают высокую скорость и точность работ. За короткое время станки делают в детали множество отверстий разной формы и конфигурации. Лист-заготовка перемещается достаточно быстро, для чего используются высокоточные направляющие.
Координатно-пробивные станки с ЧПУ бывают разными, оценить их разнообразие можно на https://abplanalp.ua/ru/listoobrabatyvayushie-koordinatno-probivnye-stanki-chpu/. От конкретной модели будет завесить и характеристика оборудование. В обобщенном виде параметры выглядят следующим образом:
- Толщина листа металла – до 6,5 мм;
- Количество ударов – до 1200 ударов/мин.;
- Рабочая поверхность – 1,5 на 3 м.
При помощи оборудования с числовым программным управлением можно получать изделия, параметры которых были заданы заранее. Достаточно только один раз написать и загрузить программу, чтобы выпустить партию деталей. В ней закладывается рельеф изделия, а также расположение, размер и количество отверстий. После загрузки программы станку требуется минимальный контроль со стороны оператора.
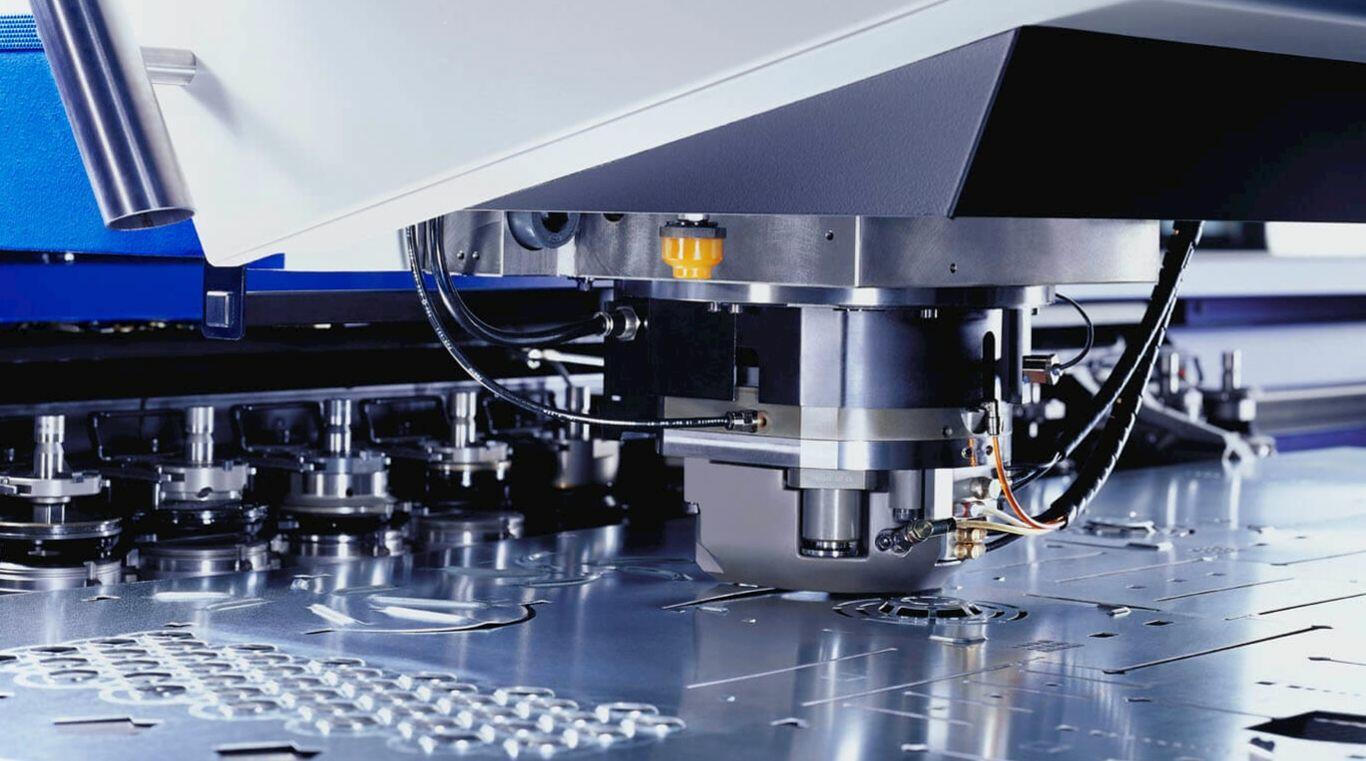
Принцип работы координатно-пробивного станка
Чтобы получить деталь, первым делом необходимо уложить на стол станка лист металла. Фиксируется он при помощи выдвижного упора, для чего оператор нажимает соответствующую клавишу. Далее выезжают зажимы, которые и фиксируют заготовку. При помощи захватов лист позиционируется в двух плоскостях. Элементы оборудования двигаются настолько быстро, что их приходится программно замедлять, если ведутся работы с тонким материалом. В противном случае резкие толчки могут создать «волны».
Чтобы быстро перемещать листы металла по станку, используется шариковое или щеточное покрытие, также оно может быть комбинированным. Щетки используются для работы с тонкими листами. Они выполнены в виде пучков нейлоновой щетины, расположенной в виде сетки. Шариковое покрытие – это металлические шары, запрессованные в оправы, они также располагаются в виде сетки. На шариковых столах легче работать с тяжелыми заготовками.
Когда лист выставлен, обработка происходит следующим образом:
- Прижимное кольцо прижимает лист к матрице.
- Пуансон опускается на заготовку и пробивает ее (усилие инструмента достигает двухсот тонн).
- Пуансон возвращается в исходное положение (для этого в механизме есть возвратные пружины).
- Прижимное кольцо поднимается, и заготовка перемещается в следующее положение.
Современные станки работают со скорости более десяти ударов за секунду. Однако это лишь проектная скорость, на практике эти показатели немного ниже.
Сферы использование координатно-пробивного станка
При помощи оборудования с ЧПУ можно выполнять комплекс операций на одном станке. В частности используются следующие процессы:
- Обработка металлической листовой заготовки по заранее запрограммированному алгоритму;
- Вырубка;
- Вытяжка;
- Формовка;
- Отбортовка;
- Перфорирование;
- Нарезка резьбы и др.
Координатно-пробивочные станки с ЧПУ используются для изготовления самых разных изделий. Они участвуют в процессе создания платежных терминалов, киосков, осветительных приборов и много другого.









